한국의
로그인

| 가격 | USD 1200 |
| MOQ | 1 set |
| 배달 시간 | 30DAYS |
| 상표 | WAMIT |
| 원산지 | 중국 |
| Certification | CE,ISO |
| 모델 번호 | 020074-1 |
| 패키징 세부 사항 | 나무 상자 또는 카턴 케이스 또는 당신의 요청 |
| 지불 기간 | L/C (신용장), 전신환 |
| 공급 능력 | 달 당 3000 조각/조각 |
| Brand Name | WAMIT | 모델 번호 | 020074-1 |
| Certification | CE,ISO | 원산지 | 중국 |
| 최소 명령량 | 1개 세트 | Price | USD 1200 |
| 지불 기간 | L/C (신용장), 전신환 | 공급 능력 | 달 당 3000 조각/조각 |
| 배달 시간 | 30 일 | 패키징 세부 사항 | 나무 상자 또는 카턴 케이스 또는 당신의 요청 |
| MOQ | 1개 세트 | 수 | 020074-1 |
| 년 | 가장 새로운 | 화면 출하검사 : | 제공됩니다 |
| 핵심 구성 요소 : | 분수 부분 | 전시실 위치 | 모로코, 케냐, 아르헨티나, 대한민국, 칠레, UAE, 콜롬비아, 알제리, 스리랑카, 루마니아, 방글라데시, 남아프리카 공화국, 카자흐스탄, 우크라이나, 키르기스스탄, 타지키스탄, |
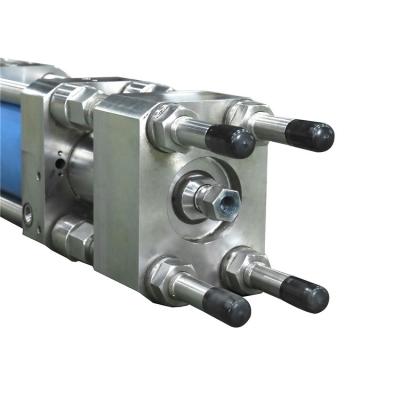
020074-1 WaterJet 87K 증압기 펌프 부품 엔드 벨 어셈블리 오른손 워터젯 펌프 부품
증압기 펌프 및 부품
증압기 펌프 액세서리는 증압기 펌프, 어큐뮬레이터, 고압 실린더, 체크 밸브, 내부 라이너, 피스톤, 세라믹 로드, 씰링 그룹, 구리 케이크, 엔드 커버, 플러그 등으로 구성됩니다. 부품은 증압기 액세서리의 일부이며, Intensifier 액세서리는 또한 워터젯 절단 능력과 품질을 결정합니다.
오일 실린더 엔드 커버: 오일 실린더 엔드 커버는 4세트의 타이 로드를 통해 오일 실린더의 양쪽 끝에 설치됩니다.각 오일 구멍에는 저압 밀봉 링이 장착되어 있습니다.오일 입구 및 출구 포트에는 오일 회로 기판이 장착되어 있으며 플런저 로드는 중앙 구멍을 통과합니다.
20074-1 WaterJet 87K 증압기 펌프 부품 엔드 벨 어셈블리 오른손 워터젯 펌프 부품 설명:
| 상품명 | 엔드 벨 어셈블리 |
| 모델 번호 | 20074-1 |
| 상표 | WAMIT |
| 신청 | 워터젯 증압기 펌프 |
| 크기 | 표준 |
| 무게 | 1.86kg |
| 특색 | 긴 서비스 수명 |
| 질환 | 새로운 |
020074-1 워터 제트 엔드 캡 어셈블리:
워터젯 터보차저 어셈블리: 엔드 캡 처리 계획 및 처리 방법을 결정하는 방법
엔드 캡을 처리하는 방법에는 여러 가지가 있습니다.베어링 챔버와 마개를 처리하는 다른 시간에 따라 두 가지 처리 방식으로 나눌 수 있습니다.
1. 첫 번째 처리 계획:
베어링 챔버와 스톱은 한 번의 클램핑으로 가공됩니다.기본 단계는 다음과 같습니다.
(1) 엔드 커버를 공작 기계의 죠에 고정하고 중앙과 단면을 정렬하십시오.
(2) 거친 회전 베어링 챔버, 베어링 챔버의 끝면, 앞유리 릿지 평면 및 정지.
(3) 죠오를 약간 풀고 스톱과 단면을 돌려 마무리한다.
(4) 정밀 회전 베어링 실.
(5) 드릴링 및 태핑.
이 가공 방식의 장점: 정지와 베어링 챔버가 한 번의 클램핑으로 정밀하게 회전되기 때문에 동축도가 더 높고 보조 공수가 적습니다.단점은 베어링 챔버가 과도한 클램핑 응력으로 인해 변형되기 쉽다는 것입니다.따라서 거친 선삭 후에는 클램핑 변형을 방지하기 위해 조를 약간 풀어야 합니다.조가 느슨해진 후 미세 회전 속도를 그에 따라 줄여야 합니다.풀린 정도는 파악하기 쉽지 않습니다.풀림이 충분하지 않으면 변형이 계속 발생합니다.너무 느슨하게 하면 절단시 작업물이 움직이거나 죠우에서 튀어나와 안전사고의 원인이 됩니다.
2. 두 번째 처리 계획
베어링 챔버와 스톱은 두 개의 클램핑으로 가공됩니다.기본 단계는 다음과 같습니다.
(1) 엔드 커버를 공작 기계의 죠에 고정하고 중앙과 단면을 정렬하십시오.
(2) 러프 터닝 베어링 룸, 베어링 룸의 끝면 및 앞유리의 평면.
(3) 황삭 선삭 및 정삭 선삭.
(4) 엔드 캡의 마개를 꼭지 금형에 설치하고 단단히 누르십시오.
(5) 베어링 챔버와 베어링의 외부 끝면 회전을 완료했습니다.
(6) 드릴링 및 태핑.
1회 클램핑 프로세스와 달리 2회 클램핑 프로세스의 장점은 클램핑 응력이 마무리 부품의 변형에 거의 영향을 미치지 않고 클램핑이 안정적이고 신뢰할 수 있으며 절단 속도를 적절하게 높일 수 있다는 것입니다.단점은 스톱과 베어링 챔버가 한 번의 클램핑으로 정확하게 밝혀지지 않고 위치 고정 장치의 품질이 좋지 않거나 부적절한 클램핑으로 인해 다른 샤프트를 생산하기 쉽다는 것입니다.동시에 두 개의 클램핑으로 인해 보조 인력이 증가합니다.그러나 더 큰 절단 볼륨을 가진 대형 엔드 캡의 경우 안정적인 클램핑과 증가된 절단 볼륨으로 인해 표면에 의해 절약된 사전 절단 공수가 두 클램핑의 보조 공수를 보상할 수 있으며 때로는 전체 생산 효율 클램핑 가공 계획보다 높습니다.약간.
020074-1 WaterJet 87K 증압기 펌프 부품 엔드 벨 어셈블리 오른손 워터젯 펌프 부품: